CNC with DIY 24h Monitoring System Part 1/2


Everyone who builds boards, hydrofoils, model airplanes - you name it - eventually dreams of having their own CNC machine. Something that turns a 3D model straight into a finished part. Similar magic as a 3D printer, just bigger, louder, dirtier and of course much cooler. This article sheds some light on CNC basics and the startup of operations of my CNC, the next will focus on the monitoring system that theoretically allows me to run the machine 24/7 and the subsequent one on building a hydrofoil mast mold with it.
For me the wish to own a large CNC existed since ~2018 and, after a lot of research, finally on a September day in 2024 I found one that fits my specs online, rented a transporter and drove 300 km to Geneva to pick it up. It is the expert version of model AL1290 of the German producer Haase. The market price at that time I bought it was 14 kCHF but I got it at a nice discount.

Why this one?
Because of bed size, rigidity and bending strength of the axis tracks and its closed loop servo motors. The more serious you get about machining accuracy the more likely you will want to have the last two things (besides a thousand other nice-to-haves). On cheaper CNC machines the Y-axis (the large bar that holds the CNC mill) often runs on two round bars as shown in this image from cnc-step.com:

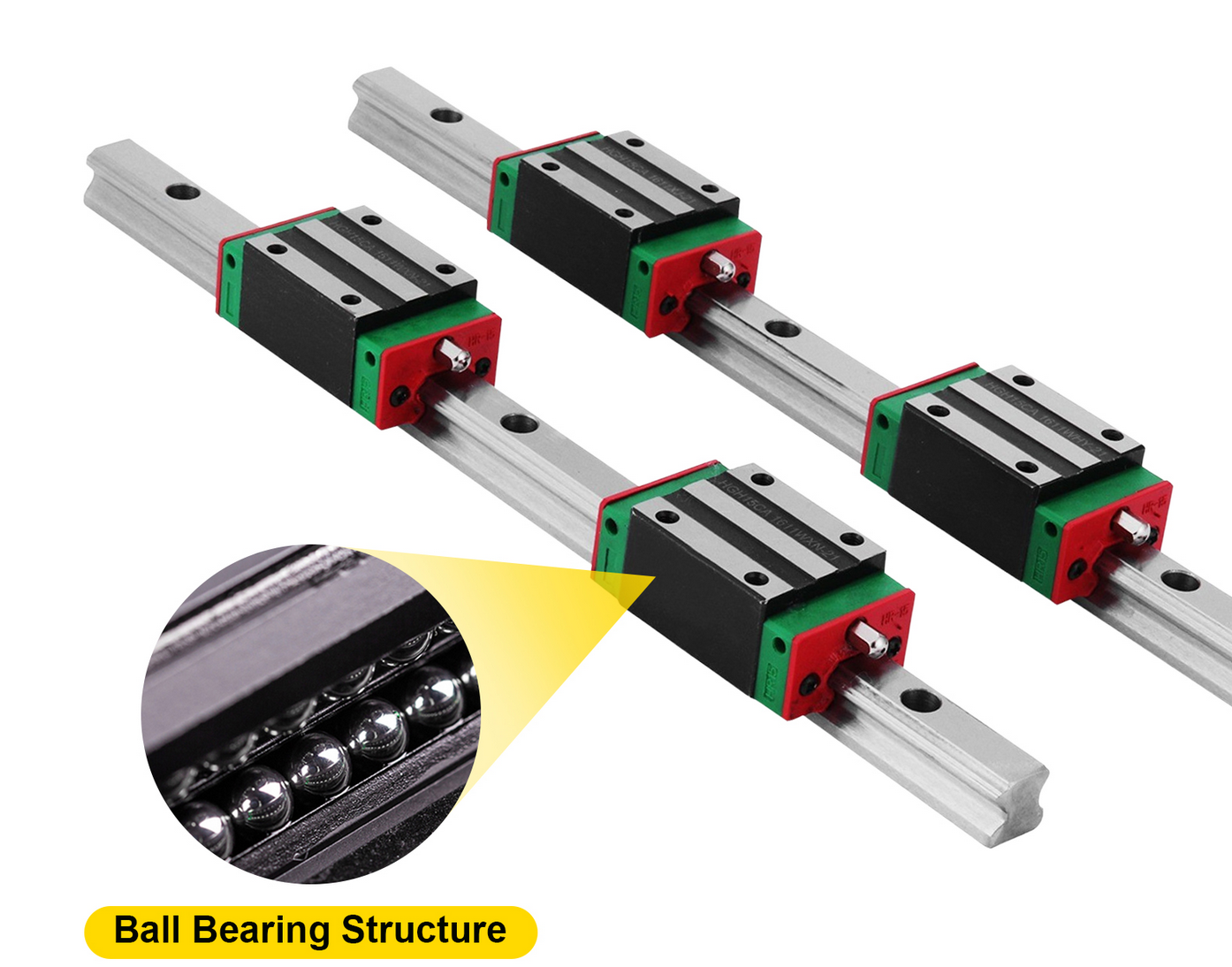
So the heavier your Y-axis gets the more these bars will bend solely because of gravity (see red line for illustration). During active machining you might also get considerable lateral forces on the mill that will also bend these tubes sideways. That does not mean that these machines are useless - they are great for 2D machining jobs but the moment you want to mill a 3D mold you are way better off with rigid linear guideways, which exist in many different variants. The most common ones nowadays are these (image from vevor.de) screwed to a solid backbone:
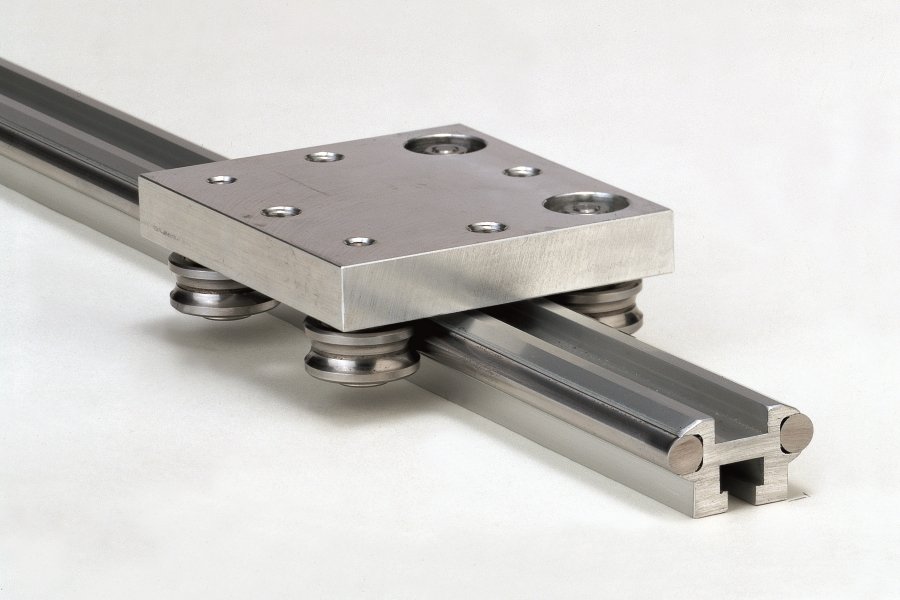
My Haase machine uses a similarly rigid, but older system with a guide clamping down on two round bars fixed to a solid backbone (image from tretter.de):
Given the frame and the axes are solid the next big thing are the stepper motors that move everything around. Closed-loop servo motors have an internal encoders that measures precisely how much they have moved. For regular stepper motors on the other hand the controller of the CNC machine has to assume that they did their N-steps a 0.01mm as told. If the motor stalls or skips a step because of fast acceleration, large machining forces, etc. the controller does not know. The result might be a positional error that compounds until you do the next zero point finding. Thus servo motors lead to a myriad of benefits above all: guaranteed positioning, cleaner finishes, more aggressive acceleration and faster rapids, no silent failures and compounding errors which you will most likely encounter otherwise if you run 10 hour long mold making CNC jobs regularly.
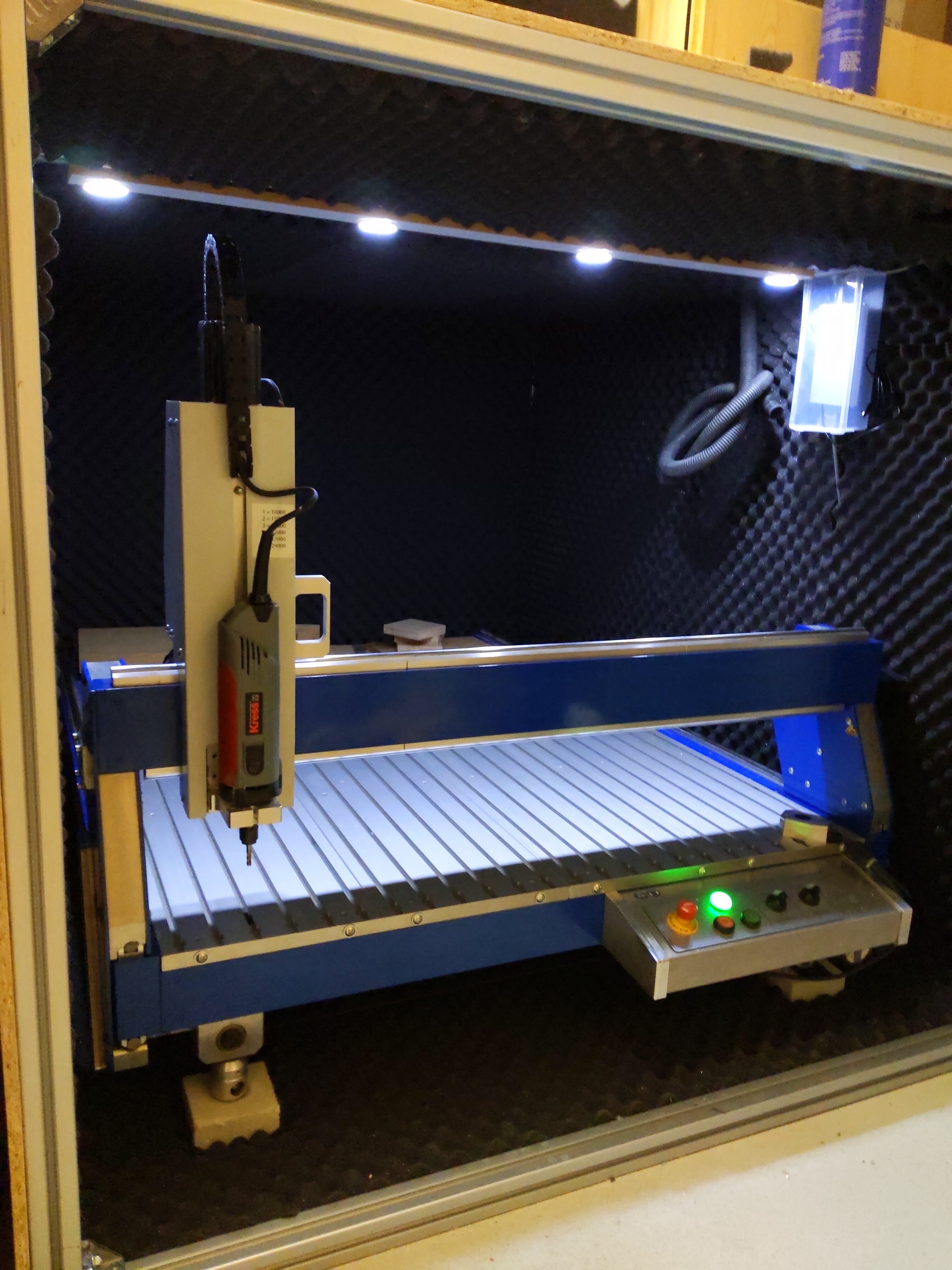
Another important part is the spindle. My machine uses a (comparably) cheap 1200W Kress spindle motor with a RPM range between 10'000 and 29'000. The downside is a non-reproducible tool change process (needs a z-axis zero point finding every change) and it produces a somewhat high pitch noise since it is air and not water cooled.
I do operate this machine in the shared basement an urban apartment building with 7 units, so noise, dust and all sorts of hazards stemming from operating it have to be avoided or handled well. The CNC in our cellar compartment:

This was one of the first test runs, building a stand for the control computer - you might notice a little noise and dust and questionable cut parameters ¯\_(ツ)_/¯
Despite the noise and mess I got my table:

The obvious solution against noise and dust is a big box and acoustically isolating the machine against the ground with rubber + EVA foam + Airex. The weight of the CNC is roughly 200 kg so it sits quite stable on these blocks. Even at the highest acceleration nothing moves much.

The gute frame of the box, that was later enclosed with 12 mm thick OSB-panels was built with aluminum 45 x 45 mm2 profiles, donated by another user here - Matt. Thanks a lot!

Another friend from the US helped out in cutting the profiles to length and to have a nice surface finish at the front sides:
The assembly:




Non-flammable 60mm thick foam was applied for noise-insulation all around the machine:
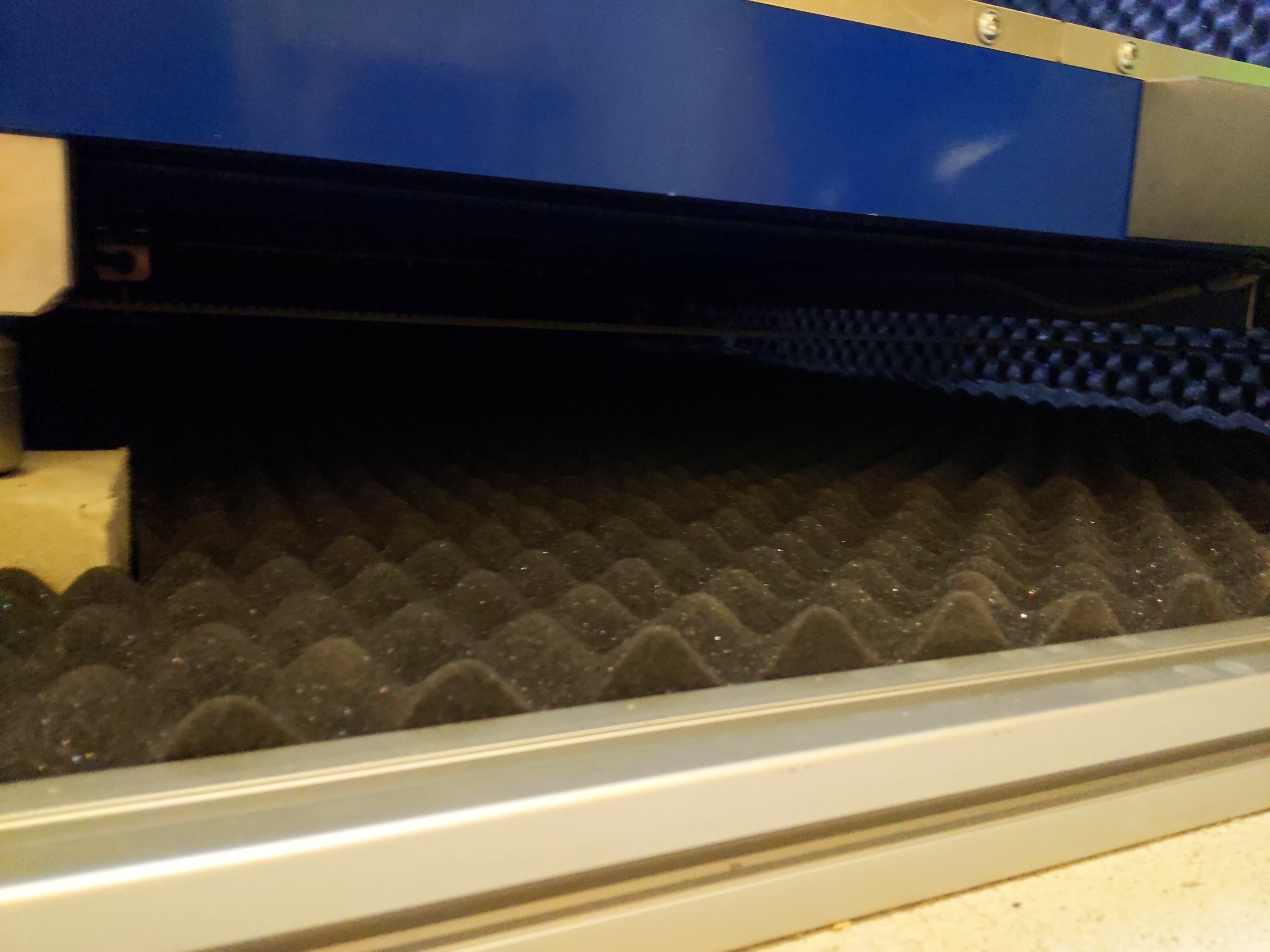

The results were amazing - with the box closed the running CNC wasn't much louder than a printer:
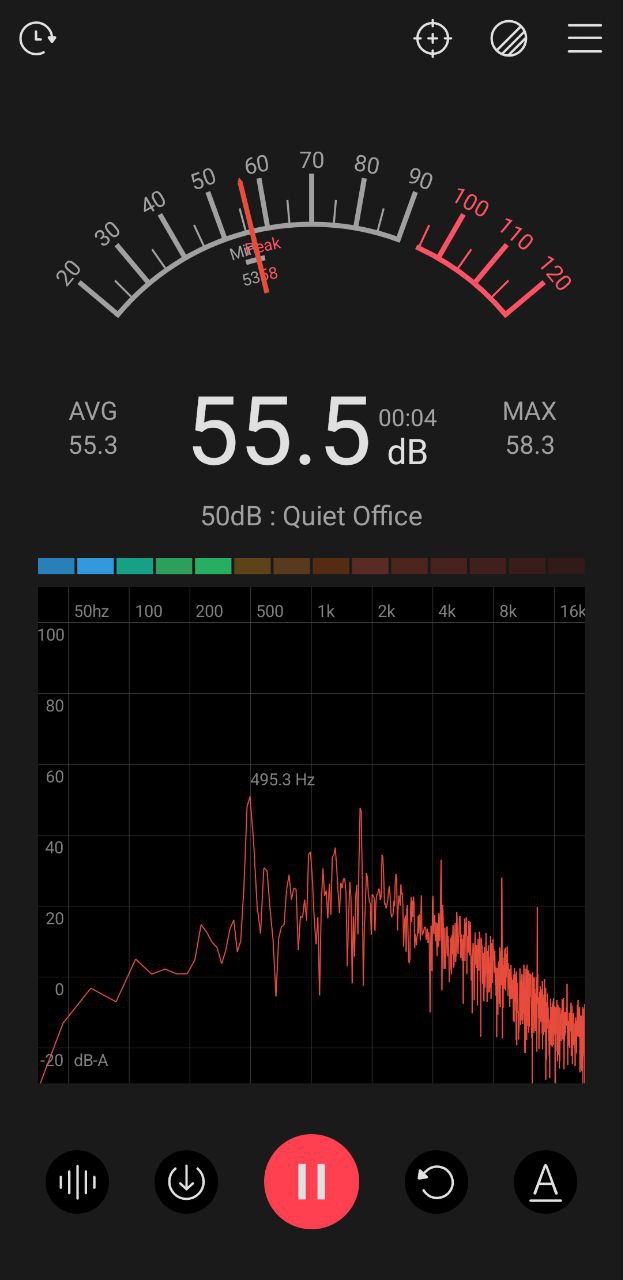
Before:
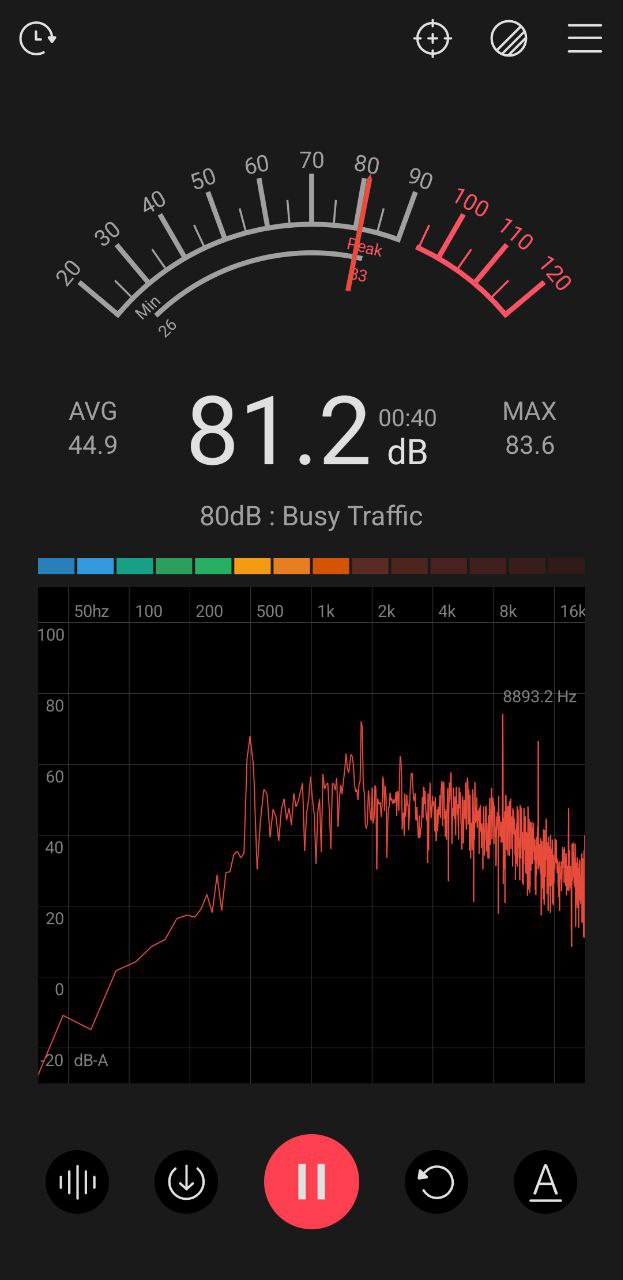
After:
Dust collection is another issue that needs some attention. 'One does not simply do that with a vacuum cleaner' because the amount of dust generated in a larger jobs likely exceeds the volume that vacuum cleaner can hold and besides that every filter will clog up in a few hours time (as a result the vacuum runs hot and might get damaged). The solution is a cyclone dust separator, in my case sourced from Aliexpress, mounted on a metal bucket. This first stage separation prevents in my experience ~99.5% of the dust from even getting to the vacuum.


The industrial Kärcher T11/1 is an excellent vacuum cleaner for the job. Cheap, comparably silent, powerful and it only draws about 800W when running - which is a lot but little compared to other vacuum cleaners. Also, the exhaust air only leaves in the back which makes it suitable for limited space.
The 3D printed dust collector (custom design) slides right onto the mill and closes it up all around, so that it catches chips flying in all directions (see video above..).
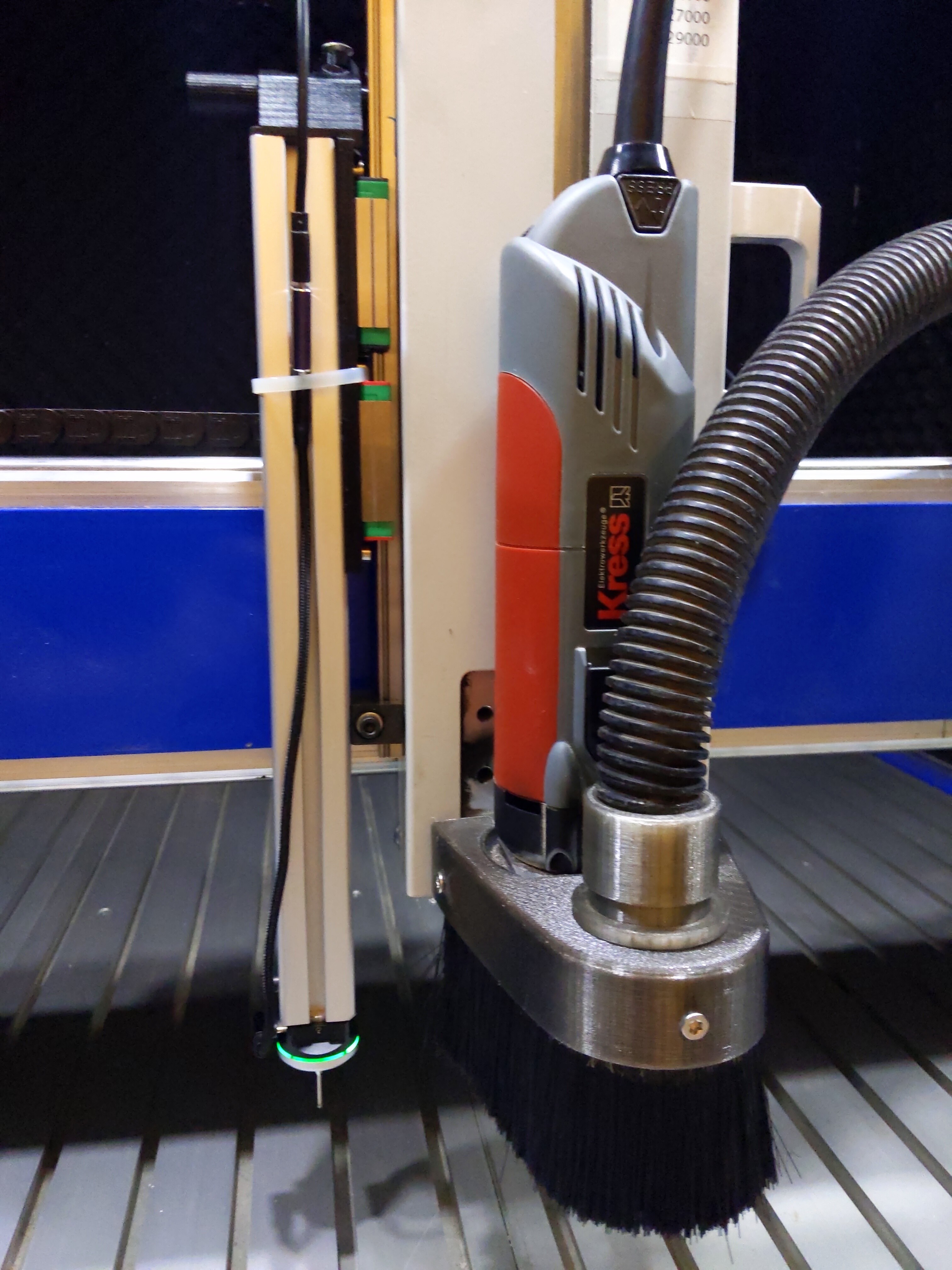
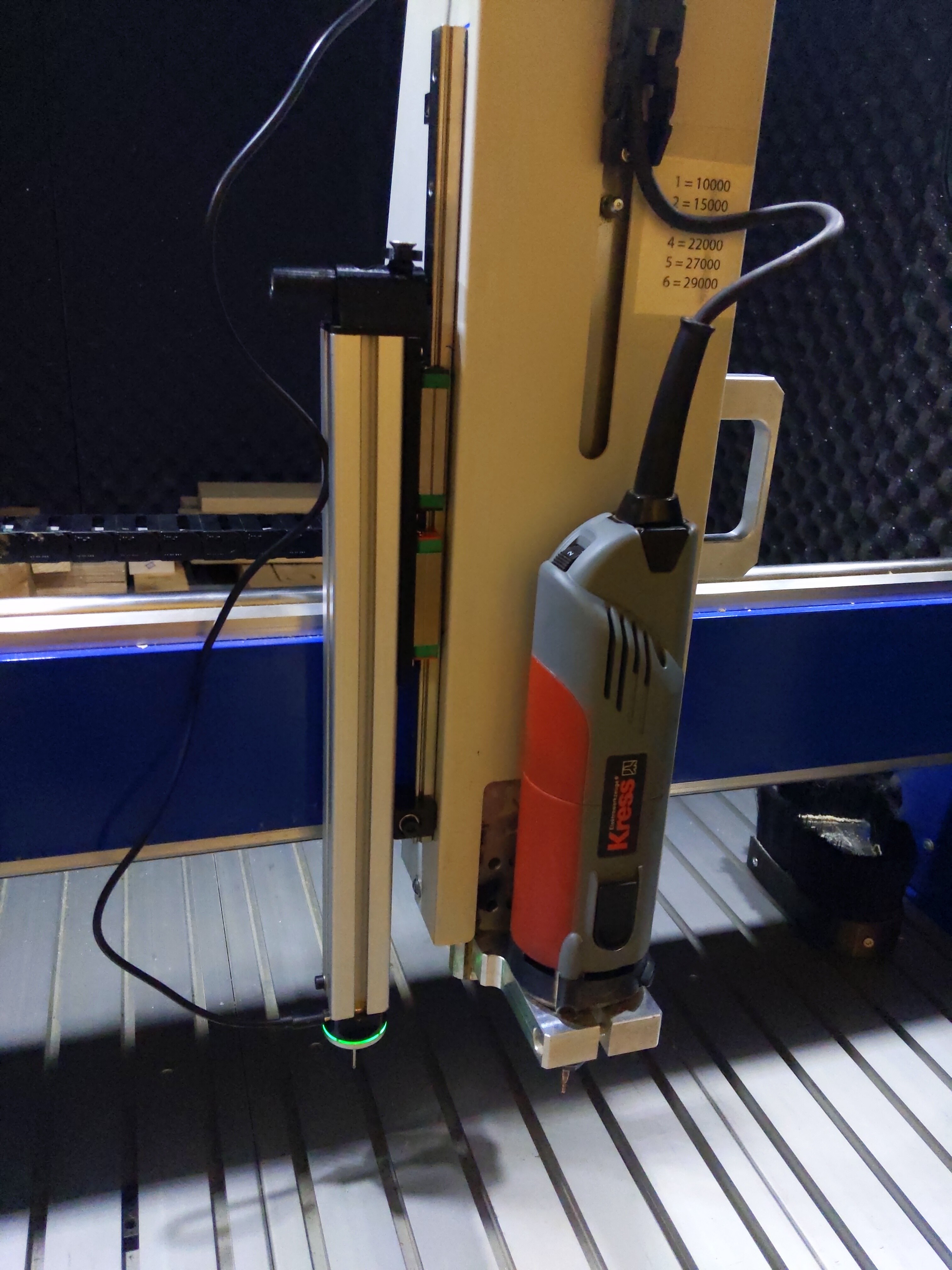
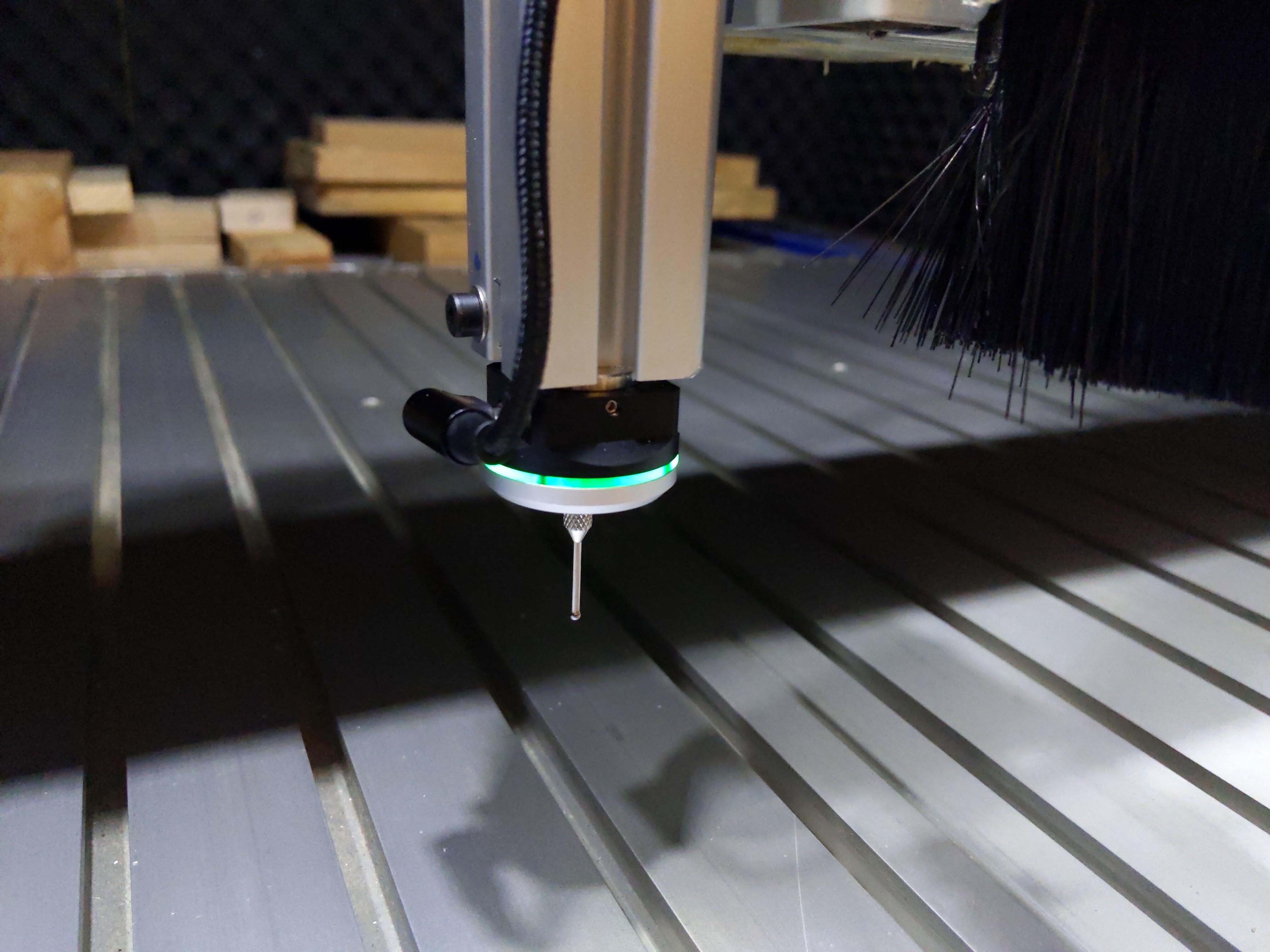
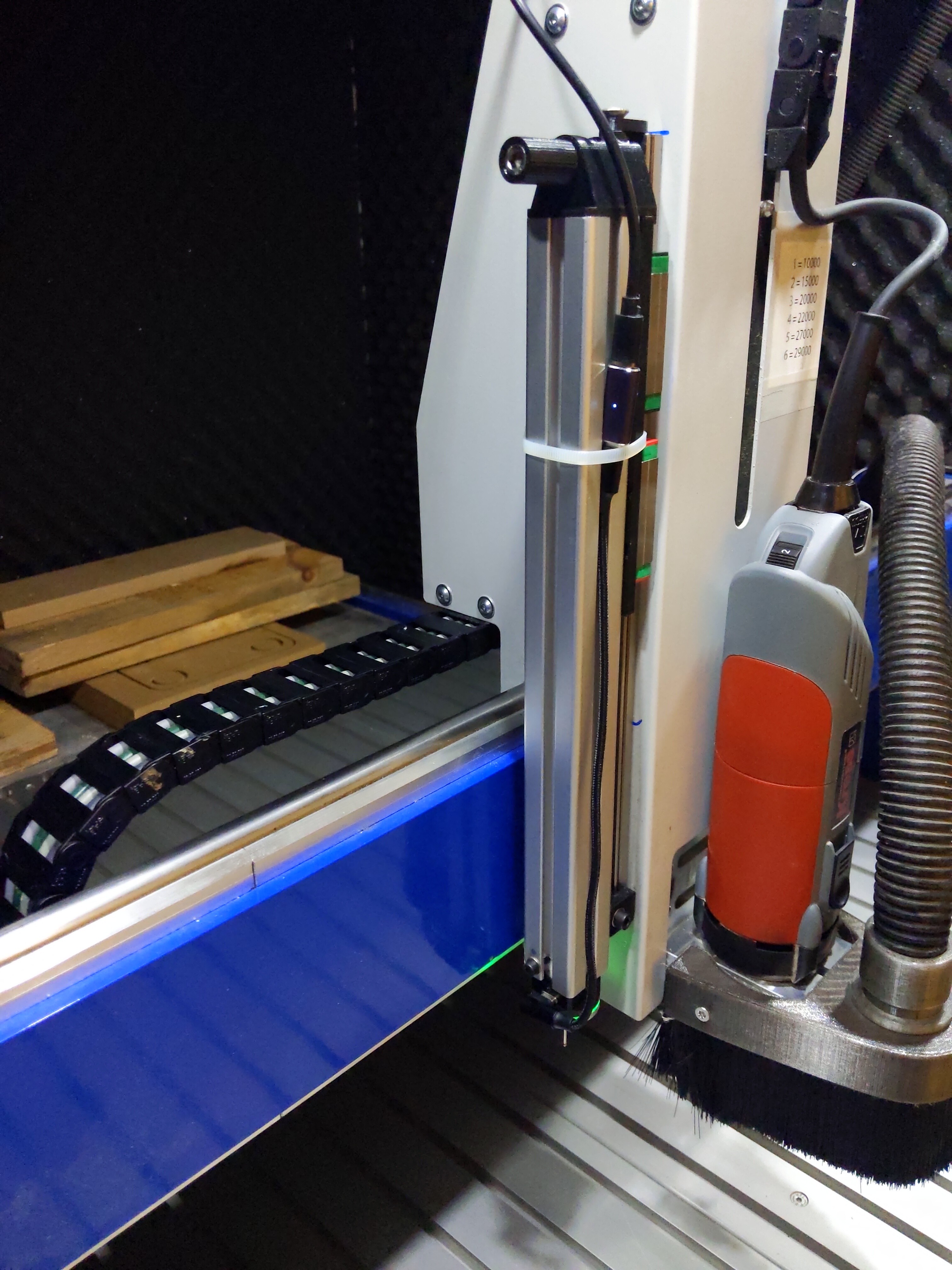
You might have noticed the 3D touch probe mounted next to the mill. This allows to measure stuff and above all do reproducible (0.02mm reproducible) zero point finding in X and Y. The whole thing can slide up and down. During normal operation it's stored away.
The tool height is measured with another probe mounted in the front-right corner of the machine bed (see a few images up). One of the first 3D test projects was the mountain landscape of my hometown out of plywood, all tested with interruptions, power cuts, tool changes, ...

... and of course some whoopsies along the way (the mill hit one of mounting screws at 26'000 RPM and lost all its cutting flutes):

This was a big learning in terms of how fast things can go really wrong. Within 20 seconds half of the basement was filled with stinky smoke, nicely distributed by the vacuum cleaner. This was the motivation for part 2 of this article - implementing a monitoring system that would shut down the CNC faster than myself next time.
Loved this?
Sign up to follow this builder and never miss an update.


Comments